Compounding and Strand Pelletizing Line for Color Masterbatches
The main benefit for manufacturers by using co-rotating twin screw compoundinf extruders is the very good quality of dispersion. This is the basis for a high quality masterbatch. The two co-rotating screws that engage with each other produce a self-cleaning effect. This allows fast cleaning and consequently a more rapid change of product. Another advantage of co-rotating twin screw extruders is the modular design of the screws and barrels, which, depending on the process, enables a fast set-up and conversion of the processing unit.
PREMIX PROCESS
The process set-up shown here is suitable to produce both a masterbatch of mono pigments (SPC = Single Pigment Concentrate) as well as customized master batches of powder mixtures. All components are mixed in advance if the premix process is used. The quality of the color masterbatch is determined largely by the preceding mixing process. This is why this process step is extremely important: if the premix is not good, e.g. if agglomerates have formed, this fault cannot be remedied in the extrusion process.
In this, the most widespread production process, the color masterbatch extruder is fed with a premix of the polymer, pigment and dispersing agent through the main feed opening and the feeding barrel. Since volumetric metering is possible, this means not only a high operational reliability but also uncomplicated handling. Venting is carried out a few barrels further along so that the air introduced with the premix can escape. The screw geometry in the fusion zone should be chosen in such a way that not only is the complete mixture fused, but also the pigment is sufficiently wetted.
This is then followed by the actual dispersion zone. The masterbatch extruder can be adapted to various requirements by altering the number of barrels depending on the desired quality of the masterbatch. A masterbatch quality for injection molded parts can be produced with a short dispersion zone depending on the quality of the mixing. The highest quality demands, for example film or fiber products, on the other hand call for a long dispersion zone. The dispersion zone is followed by vacuum degassing and the discharge zone. A conventional pelletizer is used in the majority of cases.
ADVANTAGES OF THE PREMIX PROCESS
1.lower investment costs than for split-feed (use of gravimetric systems, no side stuffers) through the use of volumetric dosing
2.high pigment and additive loading possible
3.easier cleaning (only one dosing unit)
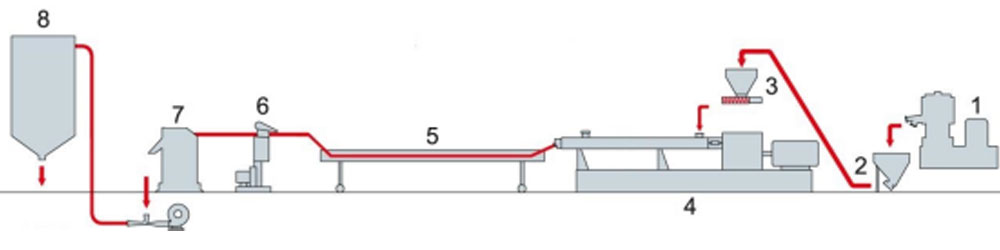 1. high speed mixer 2. solids conveyor 3. main feeder 4. twin screw extruder 5. water trough 6. air knife 7. pelletizer 8. silo
1. high speed mixer 2. solids conveyor 3. main feeder 4. twin screw extruder 5. water trough 6. air knife 7. pelletizer 8. silo
SPLIT-FEED PROCESS
Material feed through several dosing units
As an alternative to premix, both mono as a well as customized masterbatches can be produced by the split-feed process. The material flows are hereby separated.
Through a separation into two or more material flows, the split feed process allows processing of shear sensitive pigments (e.g. effect pigments) or pigmentswith a great tendency to compact (e.g. certain phathalo pigments) too. The energy needed to melt the polymer is introduced directly into the polymer - without the pigment - in the split feed process. The pigment therefore experiences a lower physical stress.
With this version of color masterbatch production, the polymer, and possibly smaller amounts of additives, are introduced into the process through the main feed opening and then plasticized. It is important that the polymer is 100 % molten before feeding the pigment through one or two side stuffers. Only then can the subsequent wetting zone work. All components in the formulation are fed into the process by gravimetric feeders. Unlike in the premix process, wetting can be somewhat softer in the split feed process since the polymer is already molten at this stage. The masterbach melt is stabilized and discharged after distributive and dispersive mixing.
SPLIT FEED PROCESS WITH EFFECT PIGMENTS
Some effect pigments have a layer structure consisting of platelets with a high surface relative to the height of the particle. Since the surface layer of these pigments can be easily damaged and they can thus lose their pearl luster, flop or shimmering colors, they have to be incorporated into the molten polymer matrix very gently. The appropriate process is thus split feed. The melt mobilizes the platelets when they are added and largely prevents their destruction by the kneading and conveying elements of the screw. The viscosity of the melt dissipates the agglomerates and makes for an optimum development of the effect. Important: mixing here is distributive, not dispersive.
ADVANTAGES OF THE SPLIT FEED PROCESS
1.easy handling of the formulation via the color masterbatch extruder or feeder control system
2.no complicated premix steps facilitates the production of larger mono batches
3.allows the gentle incorporation of shear sensitive pigments
Application
High Concentration Color Masterbatches: PE, ABS, PS, EVA, PET, PP etc. with high concentration of pigments and other processing aids.



 1. high speed mixer 2. solids conveyor 3. main feeder 4. twin screw extruder 5. water trough 6. air knife 7. pelletizer 8. silo
1. high speed mixer 2. solids conveyor 3. main feeder 4. twin screw extruder 5. water trough 6. air knife 7. pelletizer 8. silo









