TPU is named as thermoplastic polyurethane elastomer rubber, which is formed by the reaction and polymerization of diisocyanate molecules, macromolecular polyols and low-molecular polyols. It has thermoplasticity. It is a kind of polymer materials between rubber and plastics.
TPU material has gradually developed into an important part of many industries. It is an ideal material to replace PVC (polyvinyl chloride) to meet environmental protection requirements in many fields. It is called a new environmentally friendly polymer material internationally. Its main end markets cover the fields of building materials decoration, auto parts, clothing and shoe materials, cables and wires, medicine and health, pipelines and pipes, and aerospace etc. At present, the design of the twin screw TPU granulation line in my country generally adopts a flat streamlined design scheme. The advantages of this scheme are simple design, convenient construction, concentrated production equipment, and low plant investment.
1. TPU reaction process
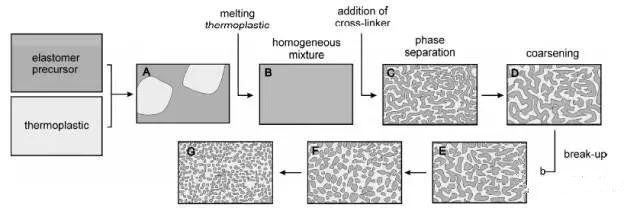
TPU is a polymer compound produced by the co-polymerization of cyanate resin and polyol. TPU is a block copolymer consisting of alternating sequences of hard and soft segments or domains formed by the reaction of (1) diisocyanates with short-chain diols (so-called chain extenders) and (2) diisocyanates with long-chain diols.
1.1 Production materials
1.1.1 Polyol polymer
There are two major types of polyol polymers used in TPU production line: polyester polyols and polyether polyols. Common polyester polyols include polyethylene adipate, polybutylene adipate, polyethylene dipropylene glycol adipate, etc. Polyether polyols include polypropylene oxide glycol and polytetrahydrofuran glycol. The main indicators for evaluating its quality are: hydroxyl value, acid value, viscosity, moisture, molecular weight distribution range, degree of unsaturation, etc.
1.1.2 Isocyanates
The isocyanate commonly used in the production of TPU extruder is diphenylmethane diisocyanate (MDI), the molecular formula is C15H10N2O2, and the relative molecular weight is 250. It is an aromatic compound. Pure MDI is a white or slightly yellow solid at room temperature. Sometimes it has an irritating odor, which is less irritating to the respiratory organs. Melting point ≥ 38 ℃. Boiling point: 194 ~ 199 ℃. Density: 1.19.
1.1.3 Chain extender
The chain extenders are mainly low-molecular diols and small-molecular diamines, with a molecular weight of 80-350. It mainly has 1, 4-butanediol (BDO), 1, 4-cyclohexane dimethanol, 1, 4 bis 2-hydroxyethoxy benzene and so on. Among them, I, 4-butanediol is commonly used. Molecular formula: C4H10O2. Relative molecular weight: 90.12. It belongs to fatty open-chain diol, which is a colorless and thick oily liquid, easily absorbs water, can be miscible with water. Density: 1.02. Melting point: 20.2 ℃. Boiling point: 229.5 ℃.
1.2 The ratio of raw materials
Taking polyester polyol as 1 mol, the isocyanate (MDI) is about 2 to 8 mol, and the chain extender (BDO) is 1 to 7 mol. The isocyanate index R = (NCO/OH )=0.97-1.03. When R ≤1.0, it is a fully thermoplastic TPU. The polymer molecule is a terminal hydroxyl group, a completely linear structure, and it is easily soluble in organic solvents. When R is slightly greater than 1, and less than 1.1, it is semi-thermoplastic TPU, which is used to produce various products.
1.3 Introduction to TPU production process
Heat and melt the polymer polyester polyol and add it to tank A. After heating to 100~120℃, vacuum dehydrate under low-speed stirring for 2~3 h to make the water content<0.05%, release the vacuum and pass nitrogen for protection before use.
Melt the isocyanate and add it to the B tank, heat it to 60~70℃, and dehydrate it under low-speed stirring under vacuum for 0.5~1h, release the vacuum and pass nitrogen protection for use.
Add the chain extender to the C tank, heat it to 80~90 ℃, and dehydrate it in vacuum for 0.5~1h under low-speed stirring. After the water content reaches the required level, release the vacuum and pass nitrogen for protection.
The three raw materials are mixed by the TPU casting machine, and then enter the twin screw compounding extruder at about 100℃. After reacting for a certain period of time in different segmented strength zones (120~220℃), the melted strands are extruded from the die and pulled down by water cooling, then pelletized, classified via vibrator, dried and other operations are finished after passing the inspection.
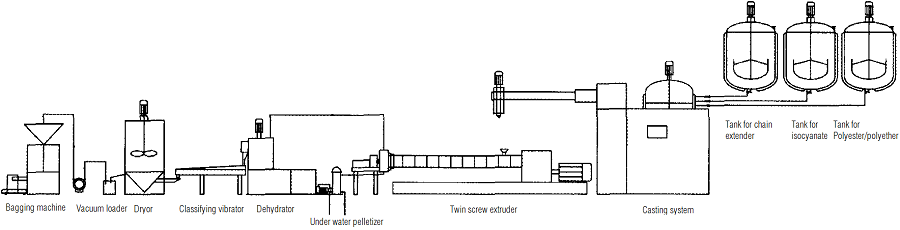
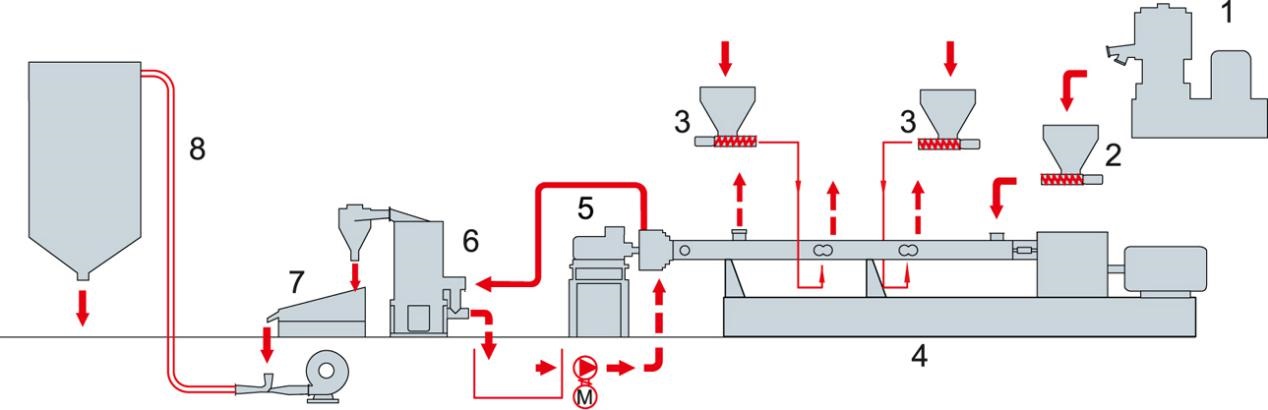
2. Brief introduction of TPU granulation line
The process equipment for producing TPU by twin screw extruder machine generally includes the following parts, and the names and functions of each part are as follows:
2.1 Raw material storage system
Keep the raw material polyol, isocyanate, chain extender at a certain temperature, dehydrate, stir and mix the catalyst.
2.2 Metering and pouring system (pouring machine)
Control raw materials to the best response degree, accurately adjust the ratio of raw materials according to production formula, and feed by metering.
2.3 Double screw reaction extruder
The main reactive extrusion for TPU production. The raw materials undergo polymerization under a certain intensity and pressure to produce TPU products.
2.4 Underwater pelletizer
Water cooling and product pelletizing are performed on the TPU product produced by the reaction of the twin screw extruder.
2.5 Screening machine
Classify and screen TPU product particles.
2.6 Drying and removal system
Remove the moisture in the TPU product to achieve the corresponding dryness required by different specifications of products.
2.7 Automated packaging system
Product packaging.
The TPU granulation production line is shown as follows: