Functional steps of material plasticating / mixing and silane grafting are carried out in a long L/D co-rotating twin screw extruder while single screw extruder is used for low temperature/pressure build up and pelletizing. This tandem line has a larger processing window than any single stage line.
Two-Step Extrusion Pelletizing Equipment For Silane XLPE Cable Below 10KV
Description of two-step production process
The silane is grafted onto the PE main chain by DCP as an initiator, and the grafting A material is finished on the compounding extruder. At the same time, the catalyst masterbatch (containing PE, catalyst, antioxidant) B is completed on a compounding extruder or a small size compounding extruder. According to the proportion of 95:5, the A and B materials are mixed evenly, the extrusion discharge is completed on the single screw extruder, and then the finished product is crosslinked in warm water.
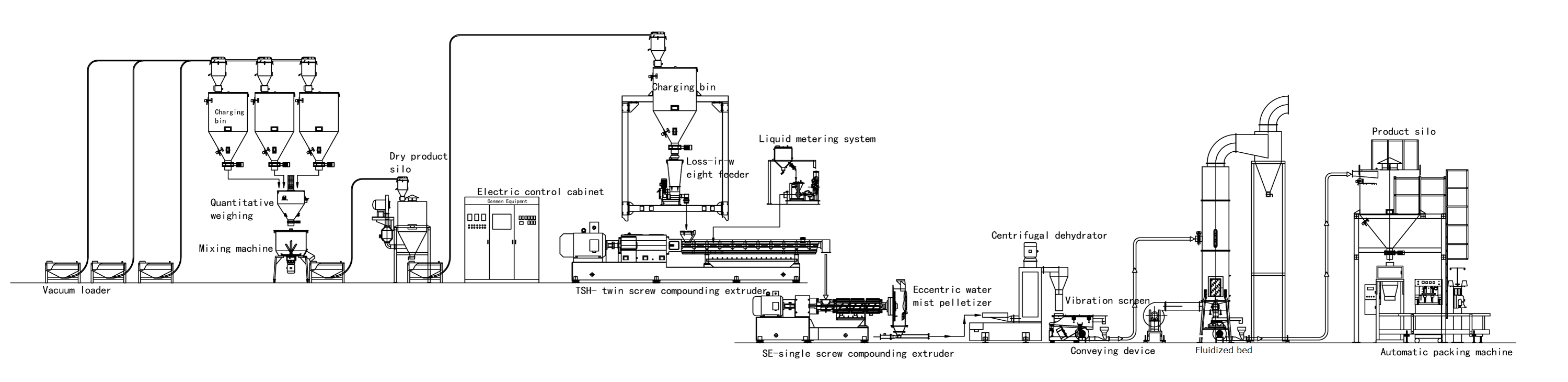
Process flow chart for A material equipment
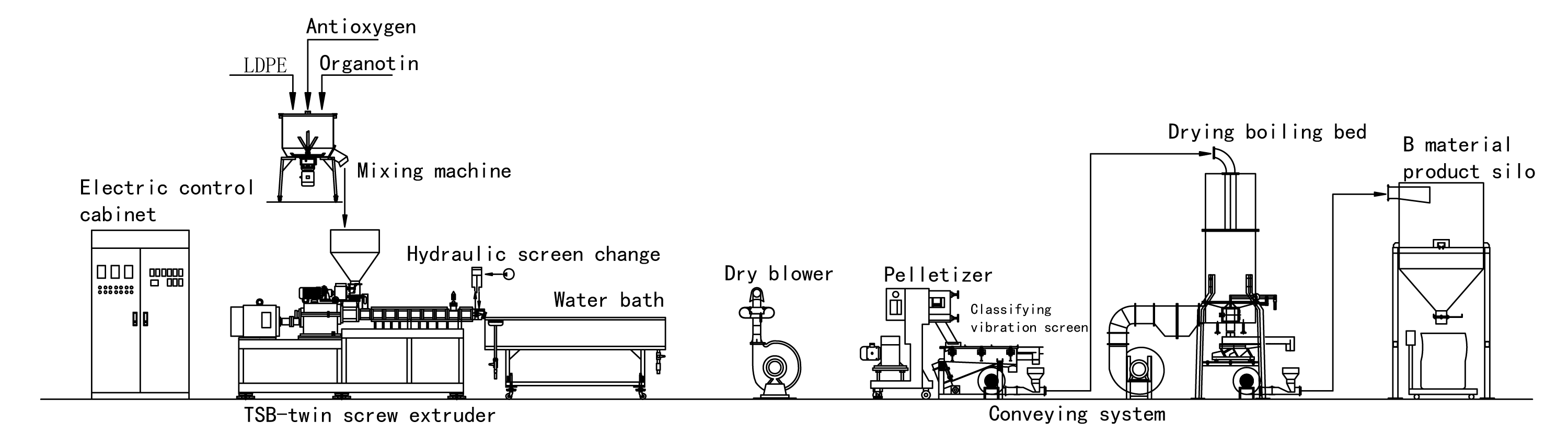
Process flow chart for B material equipment